
Le gel de silice dans l’industrie
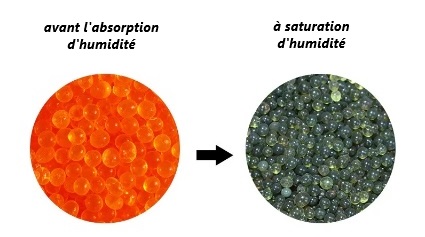
De part ses propriétés absorbantes, le gel de silice (ou silica gel) est employé dans de nombreux domaines. Nombreux sont les domaines d’application du déshydratant



De part ses propriétés absorbantes, le gel de silice (ou silica gel) est employé dans de nombreux domaines. Nombreux sont les domaines d’application du déshydratant
Est-il possible d’utiliser le gel de silice dans des coffrets électriques extérieurs soumis à des variations de température et de limiter le remplacement des sachets

Solutions définitives contre l'humidité. Demandez un diagnostic Gratuit !
Nous intervenons dans le Nord à Lille





La conservation des échantillons biologiques en vue d’analyses génétiques ou d’études scientifiques repose sur des techniques de plus en plus précises. L’un des enjeux majeurs

Les conteneurs maritimes sont essentiels pour le transport sécurisé des marchandises à travers le monde. Cependant, l’humidité à l’intérieur de ces conteneurs peut causer des
L’humidité excessive peut causer de nombreux problèmes dans bon nombres de secteurs professionnels, allant de la détérioration des marchandises à l’affaiblissement de la solidité des
